
英文题目:Weld seam extraction and path generation for robotic welding of steel structures based on 3D vision
中文题目: 基于3D视觉的钢结构焊接机器人焊缝提取与路径生成
作者:Jinxin Yi, Xuan Kong, Hao Tang, Jie Zhang, Zhenming Chen, Lu Deng
作者单位: 湖南大学、上海海事大学、中建钢构
期刊:Automation in Construction(IF 11.5中科院一区,JCR一区)
发表时间:2026年3月
链接:https://doi.org/10.1016/j.autcon.2026.106792
引文格式:Yi J, Kong X, Tang H, et al. Weld seam extraction and path generation for robotic welding of steel structures based on 3D vision[J]. Automation in Construction, 2026, 183: 106792.
01 全文速览在任何一家钢结构加工厂,你大概能看到这样的场景:工人手持示教器,一遍遍引导机器人走位,或者技术人员对着电脑,花几小时给复杂构件离线编程。示教编程效率低,离线编程又常常因为工件加工误差导致路径失效——这是困扰焊接自动化多年的老问题。
湖南大学团队给出了一套新的解决方案:给机器人装上编码结构光3D相机,配合深度学习点云分割和多尺度配准算法,让机器人自己看懂工件、找到焊缝、生成路径。整个过程无需任何先验模型,对四个复杂工件的测试显示,路径生成精度达到0.64 mm(均方根误差),单次处理时间仅1.4秒。
核心亮点:
✅ 模型无关:无需CAD模型,直接从点云中提取焊缝
✅ 高精度:路径生成均方根误差0.64 mm,满足工业要求
✅ 高效率:完整流程平均1.4秒,优于现有方法
✅ 强鲁棒:能处理80%锈蚀表面,适应多焊缝空间分布
✅ 全自动:从多视角拍摄到路径生成,无需人工干预
02 研究内容🔧 系统配置:手眼结合的焊接机器人
研究团队搭建的试验平台采用"eye-in-hand"配置——编码结构光相机刚性地安装在机器人末端(图1)。这种配置的好处是灵活,机器人可以带着相机从多个角度拍摄工件,获取完整的三维信息。

图1.焊接机器人系统配置。
图1展示了整个系统的组成:六轴机器人、控制器、焊枪、焊接电源、送丝机,以及关键的Mech-Eye NANO编码结构光相机。相机的工作距离300-600 mm,重复精度0.1 mm @ 0.5 m,这个精度对于钢结构焊接已经足够。
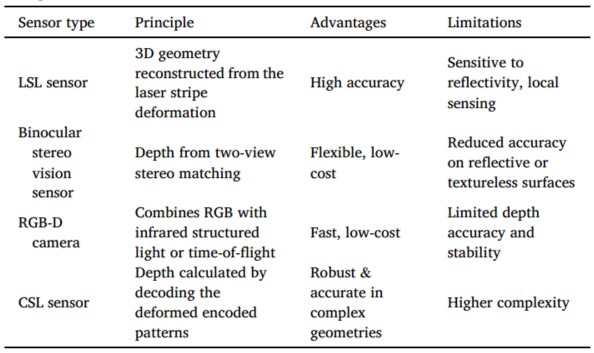
为什么选编码结构光而不是更常见的线激光或双目视觉?表1给了详细对比:线激光精度高但视野局部,只能做实时跟踪;双目视觉成本低但反光表面效果差;RGB-D相机便宜但精度有限。编码结构光在复杂几何的鲁棒性和精度之间取得了最佳平衡。
表1 不同 3D 视觉传感器的比较。
🧠 技术框架:四步走,让机器人看懂焊缝
整个方法的流程如图2所示,可以分为四个主要步骤:
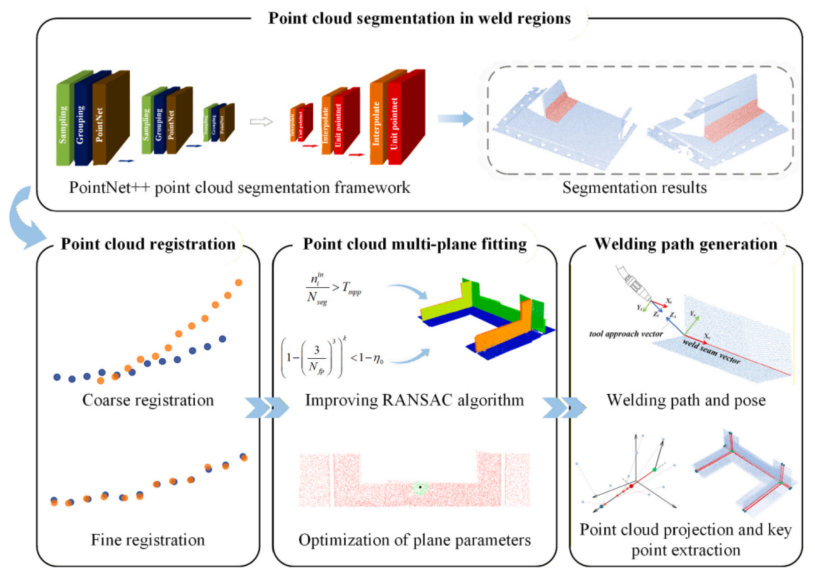
图 2. 焊缝提取和路径生成的框架。
第一步:点云分割(PointNet++)
相机从多个视角拍摄工件,得到RGB图像和对应的点云(图3)。直接处理完整点云计算量大,而且工作台、夹具等背景会干扰后续处理。团队采用PointNet++网络对点云进行语义分割,只保留焊缝周边约40 mm宽的区域。
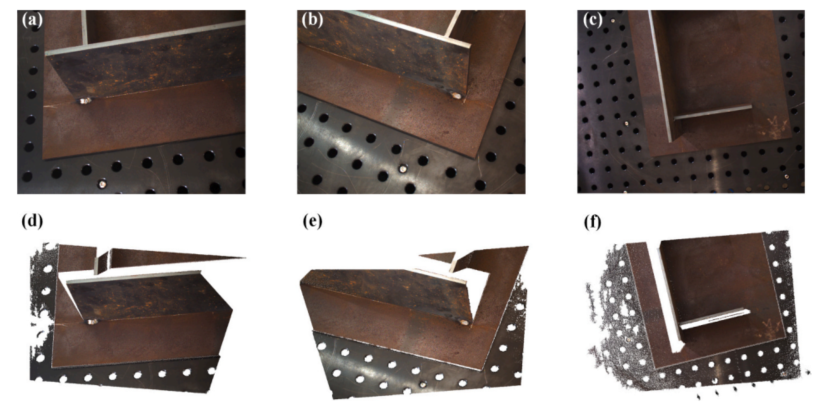
图 3. 捕获的工件数据:(a) ~ (c) RGB 图像; (d)~(f)点云。
为了训练网络,他们采集了四种工件共800个样本,通过旋转、抖动、采样等数据增强扩展到4800个。训练300个epoch后,分割精度达到98.16%,mIOU 95.07%(图4)。从图5可以看到,分割后的点云干净地保留了焊缝区域,背景干扰被有效滤除。
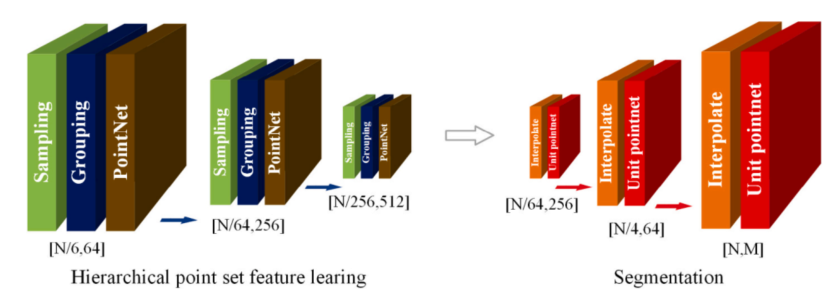
图4.PointNet++点云分割框架。
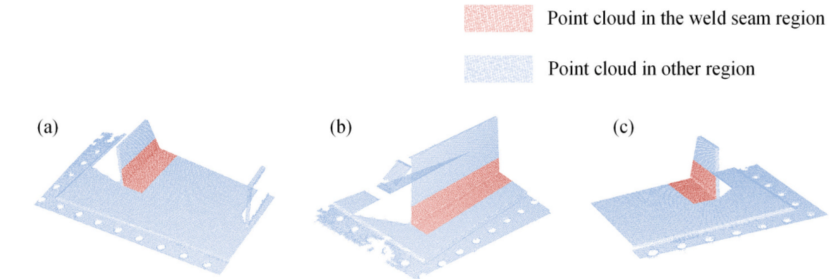
图 5 点云分割:(a) 视点 1; (b) 观点2; (c) 观点3。
第二步:多视角点云配准
由于相机视野有限,单个视角拍不到完整工件。团队提出了一种多尺度ICP配准算法(图6),利用机器人位姿数据和手眼标定参数先做粗配准,再通过多层级体素降采样和自适应搜索距离进行精配准。
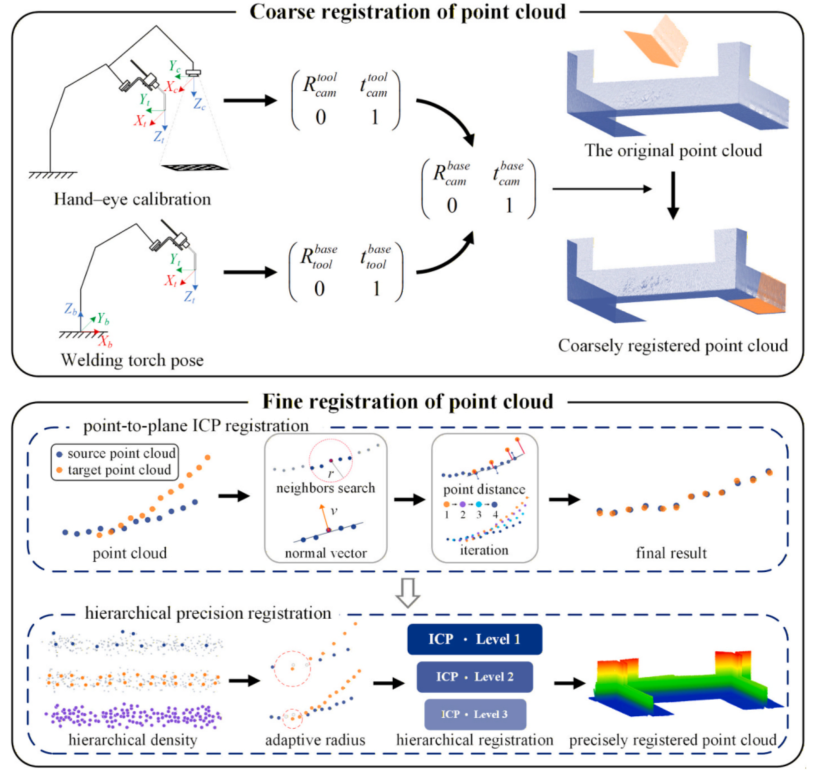
图 6.多尺度点云配准。
从图7和图8可以看出粗配准和精配准的效果对比。与传统ICP相比,提出的算法在平板和复杂工件上都表现出更好的精度(图9):平板匹配误差0.137 mm,复杂工件0.079 mm。

图7 粗配准前后的点云:(a)原始点云; (b) 粗略配准的点云。
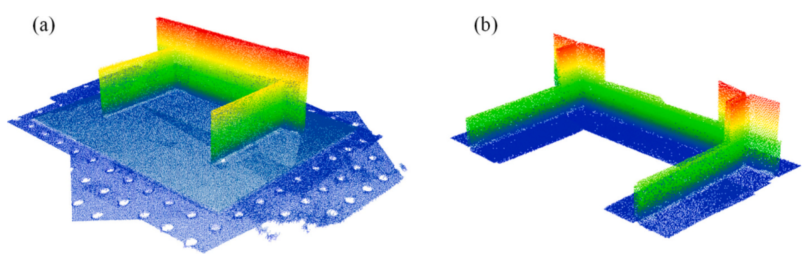
图8. 精细配准点云:(a) 未分割的点云; (b) 分割点云。

第三步:多平面拟合(改进RANSAC)
钢结构由平板拼焊而成,找到所有平面就等于找到了焊缝的基础。团队改进了传统的RANSAC算法,引入内点占比阈值(T_mpp=0.025)和置信度水平(η0=0.7),自动确定迭代次数,避免过分割或欠分割(图10-11)。

图10 多平面拟合结果比较
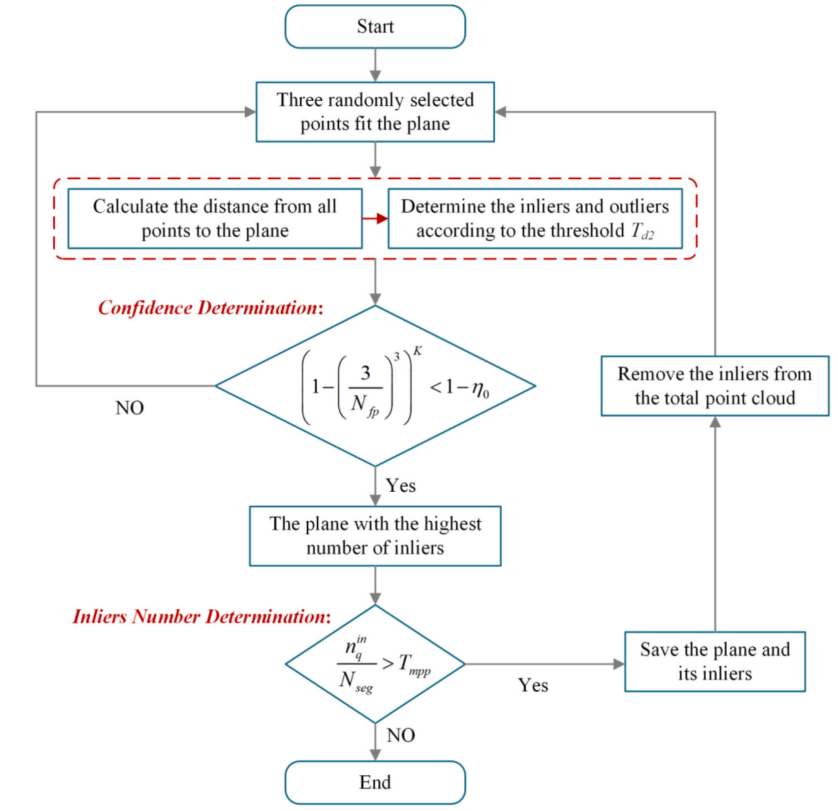
图11. 改进的RANSAC算法流程图。
平面拟合后还有一个关键步骤:基于质心的参数优化。从图12可以看到,优化前平面存在明显的过分割现象,优化后角误差从0.304°降到0.011°,距离误差从0.158 mm降到0.004 mm,提升非常显著。

图 12 平面优化前后对比:(a) 软件生成的原始点云; (b) 多平面拟合; (c) 平面优化结果。
第四步:焊缝路径与姿态生成
有了平面参数,焊缝就是两个平面的交线(图13)。根据平面法向量可以计算出焊缝方向向量和焊枪接近向量。焊缝端点通过平面交点和点云投影确定(图14)。
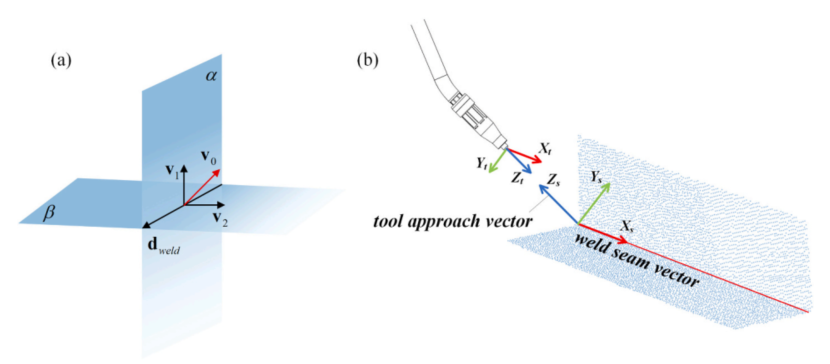
图13. 焊接路径生成:(a) 平面相交模型; (b) 焊接路径和姿势。

14. 点云投影和端点提取:(a) 点云投影; (b) 焊缝和端点。
📊 实验验证:四个工件,全面测试
团队在四种具有代表性的工件上验证了方法(图15)。这些工件的特点是:多焊缝空间分布、表面有锈蚀和划痕(锈蚀覆盖率40%-80%,划痕深度<1 mm),非常贴近实际工况。

图15. 测试工件。
图16展示了完整流程的处理结果:从原始点云(a)到配准后完整点云(b),再到分割后焊缝区域点云(c),然后是平面拟合结果(d),最后生成的焊缝路径(e)。整个流程自动化完成,无需人工干预。
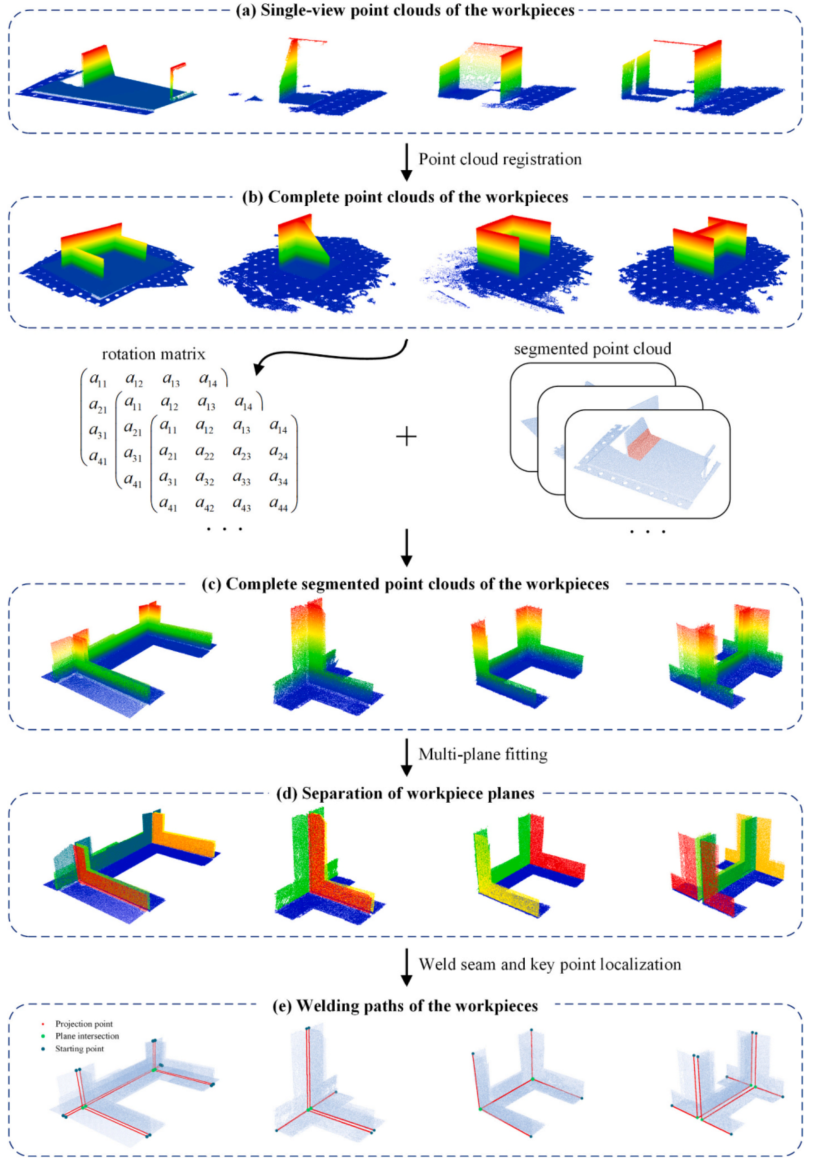
图16.不同工件的测试结果。
精度验证方面,团队选取每个工件的一条焊缝,与人工示教路径对比(图17)。四个工件的最大误差1.16 mm,均方根误差0.64 mm,完全满足钢结构焊接的精度要求(通常允许±1-2 mm)。

图 17焊接路径对比:(a) 工件 1; (b)工件2; (c)工件3; (d) 工件4。
效率方面,完整流程平均耗时1.4秒。与现有方法对比,在保证多视角适应性和环境鲁棒性的前提下,这个速度具有明显优势。
03 创新点① 模型无关的焊缝提取框架
不依赖任何CAD模型,仅从点云数据出发,通过几何约束自动识别焊缝。这解决了实际生产中理论模型与实物存在偏差的痛点。
② 深度学习+几何算法的有机结合
用PointNet++做语义分割,滤除环境干扰;用改进RANSAC做多平面拟合,提取几何参数。分割算法提供干净的输入,几何算法保证精度和可解释性,两者优势互补。
③ 多尺度点云配准方法
针对传统ICP在复杂工件上容易陷入局部最优的问题,提出多层级体素降采样+自适应搜索距离的策略。从图9的结果看,这种方法在平板和复杂工件上都稳定提升了配准精度。
④ 基于质心的平面参数优化
巧妙利用平面内点分布特性,通过质心邻域二次拟合,解决了平面交线附近过分割导致的参数偏差问题。优化后的平面角度误差降低96%,距离误差降低97%,效果显著。
⑤ 完整的工程化解决方案
从手眼标定、TCP标定,到点云采集、分割、配准、拟合、路径生成,再到机器人指令输出,形成了一个完整的闭环。这套方案在运行时间、工件适应性、环境鲁棒性等方面优于现有方法。
04 总结与展望
这项研究给钢结构焊接自动化带来了一套实用的技术方案。通过编码结构光相机获取高精度点云,结合深度学习分割和多视角配准,实现了复杂工件的全自动焊缝提取与路径生成。四个工件的验证结果表明,方法在精度、效率、鲁棒性上都达到了工业应用的水平。
未来研究将聚焦于以下几个方向:
🔸 曲线焊缝处理:目前的几何模型基于平面相交,适用于角焊缝。对于管件相贯线等曲线焊缝,需要引入更复杂的几何模型,比如B样条曲面拟合。
🔸 动态避障与路径优化:在实际焊接场景中,夹具、支撑等可能干扰机器人运动。需要将路径生成与实时避障结合起来,在保证焊接质量的前提下优化机器人姿态。
🔸 多机器人协同:大型钢结构件往往需要多台机器人协同焊接。如何在共享工作空间中规划无碰撞、高效率的协同路径,是一个值得深入的问题。
🔸 在线学习与自适应:不同材质、不同板厚对焊接参数有不同要求。如果能从历史焊接数据中学习,根据焊缝特征自动推荐焊接参数,可以进一步提升自动化水平。
🔸 极端工况适应性:高反光表面(如不锈钢、铝合金)对3D视觉仍是挑战。需要结合偏振成像、多曝光融合等技术,提升在极端工况下的数据质量。
从示教编程到离线编程,再到现在的视觉引导自主编程,焊接机器人正在变得越来越智能。这套方案让我们看到,在不久的将来,工人只需要把工件放到工位上,剩下的都交给机器人自己——识别、规划、焊接,一气呵成。