在当今科技飞速发展、智能制造崭露头角的时代,3D打印、数控加工等先进制造技术备受瞩目,吸引着大众的目光。然而,那些传承已久的传统加工工艺,作为工业发展的根基,依旧在工业生产的舞台上发挥着不可替代的关键作用。
从古老的铸造工艺诞生,为人类带来实用的金属器具,到锻造、冲压、机加工、焊接等工艺的不断演进,它们如同工业发展历程中的璀璨星辰,照亮了人类文明进步的道路。

铸造,作为一种将液态金属浇铸到特定形状的铸型空腔中,待其冷却凝固后获得零件或毛坯的工艺,拥有着悠久的历史,可追溯至约6000年前。这一工艺的流程涵盖多个关键环节。

锻造,是借助锻压机械对金属坯料施加压力,使其产生塑性变形,进而获得具备特定机械性能、形状和尺寸锻件的加工方法。


18寸伸缩加力管钳/工业级油田管钳/合金钢锻造
3、冲压工艺:金属塑性变形冲压是基于金属塑性变形,利用模具和冲压设备对板料施压,使其发生塑性变形或分离,以获取特定形状、尺寸和性能零件的加工方法。
冲裁:精准切割板材
冲裁包括冲孔、落料、修边、剖切等工序,旨在使板料实现分离。冲裁模具设计需考虑凸模、凹模的形状、尺寸精度、间隙大小等因素。间隙过小,模具磨损快,冲裁力大;间隙过大,冲裁件断面质量差。
弯曲:赋予板材弧度
弯曲是将板料沿弯曲线弯成一定角度和形状。模具设计时,弯曲模的结构、圆角半径、模具间隙等要合理设计。冲压设备选择要考虑弯曲力大小、板材厚度和宽度等。
拉伸:塑造空心零件
拉伸可将平面板料变为各种开口空心零件,或改变空心件的形状和尺寸。拉伸模具设计要关注凸模、凹模的圆角半径、表面粗糙度、压边圈结构和压力控制等。
4、机加工工艺:切削刃上的精雕细琢
机加工是通过切削刀具去除工件上多余材料,以达到所需形状、尺寸和精度要求的加工方法。

车削:旋转中的精准切削
车削时,工件旋转,刀具作直线或曲线运动。刀具选择要根据工件材料(如加工钢件常用硬质合金刀具,加工有色金属可选高速钢刀具)、加工要求(粗车选大前角、大刃倾角刀具,精车选小前角、小刃倾角刀具)来确定。切削参数包括切削速度、进给量和背吃刀量,需综合考虑工件材料、刀具材料、加工精度和表面粗糙度等因素进行优化。代表零件汽车曲轴。
铣削:多刃刀具的高效切削
铣削利用旋转的多刃刀具切削工件。铣刀种类多样,如圆柱铣刀、面铣刀、立铣刀、键槽铣刀等,需根据加工表面形状、尺寸和工件材料选择。切削参数优化同样重要,合理的切削速度、进给量和铣削深度可提高加工效率和质量。代表零件航空机翼肋。
钻削:打造精准孔洞
钻削用于在工件上钻孔。钻头的选择取决于工件材料和孔径大小,如加工钢件常用麻花钻,加工硬材料可选用硬质合金钻头。代表零件手机摄像头孔。
磨削:极致精度的追求
磨削以砂轮或其他磨具对工件表面进行切削。砂轮选择要考虑磨料(如刚玉类用于磨削钢件,碳化硅类用于磨削铸铁和有色金属)、粒度(粗粒度用于粗磨,细粒度用于精磨)、硬度(工件硬选软砂轮,工件软选硬砂轮)等因素。代表零件高铁轴承内圈。
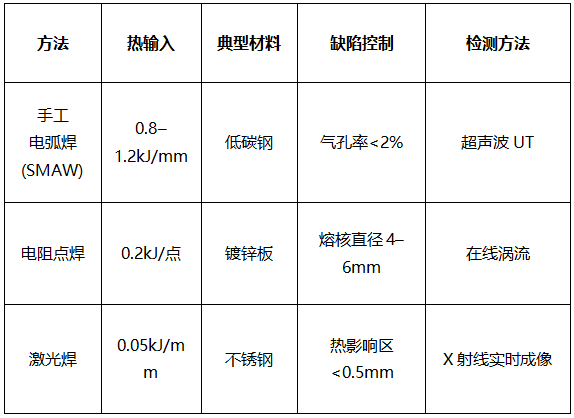
5、焊接工艺:金属的牢固连接焊接是通过加热、加压或两者并用,使用或不使用填充材料,使焊件达到原子结合的加工方法。

从铸造工艺的化液为形,到锻造工艺的锤击重塑;从冲压工艺的板材变形,到机加工工艺的精密切削,再到焊接工艺的牢固连接,这些传统加工工艺各自展现着独特的魅力与价值。它们不仅是工业发展历程中的珍贵财富,更是现代工业持续进步的重要支撑。
在未来,传统加工工艺将与新兴制造技术相互融合、协同发展,为工业领域带来更多的创新与突破,继续书写工业发展的辉煌篇章。
捂金网
捂金网于2015年成立,其母公司上海恩斯凯投资集团已走过30余年历程,在工业制造与科技领域广泛投资,作为集团重要战略布局,捂金网依托其深厚行业背景与丰富资源,全力构建工业品采购供应生态系统。
通过工厂对工厂(F2F)直销模式,捂金网从源头杜绝假货,保障正品率,同时,连接源头工厂与采购企业,实现价格透明,降低中间成本,赋予企业采购优势。此外,平台采用自营仓储模式,严格把控商品质量,为工业企业打造出一个高效便捷、品质卓越的采购平台。