钨极气体保护电弧焊(英语:Gas tungsten arc welding,简称GTAW焊),或称钨极惰性气体保护焊(英语:tungsten inert gas welding,简称TIG焊),是一种以非熔化钨电极进行焊接的电弧焊接法。
进行GTAW焊时,焊接区以遮护气体阻绝大气污染(普遍使用氩等惰性气体),并通常搭配使用焊料(填充金属),但有些自熔焊缝可省略此步骤。焊接时,由传导通过高度离子化的气体(即等离子)和金属蒸气的电弧,作为恒流焊接电源,提供能量。它是一种利用钨极作为非熔化电极,在惰性气体(通常是氩气Ar或氦气He)的保护下,通过钨极与工件之间产生的电弧来熔化母材和填充焊丝(如果使用),从而形成牢固焊缝的焊接方法。简单来说就像用一根不会熔化的“火柴"(钨极)产生高温火焰(电弧),同时用一股“保护气"(惰性气体)吹走周围的空气,防止金属氧化,从而实现精密、高质量的焊接。

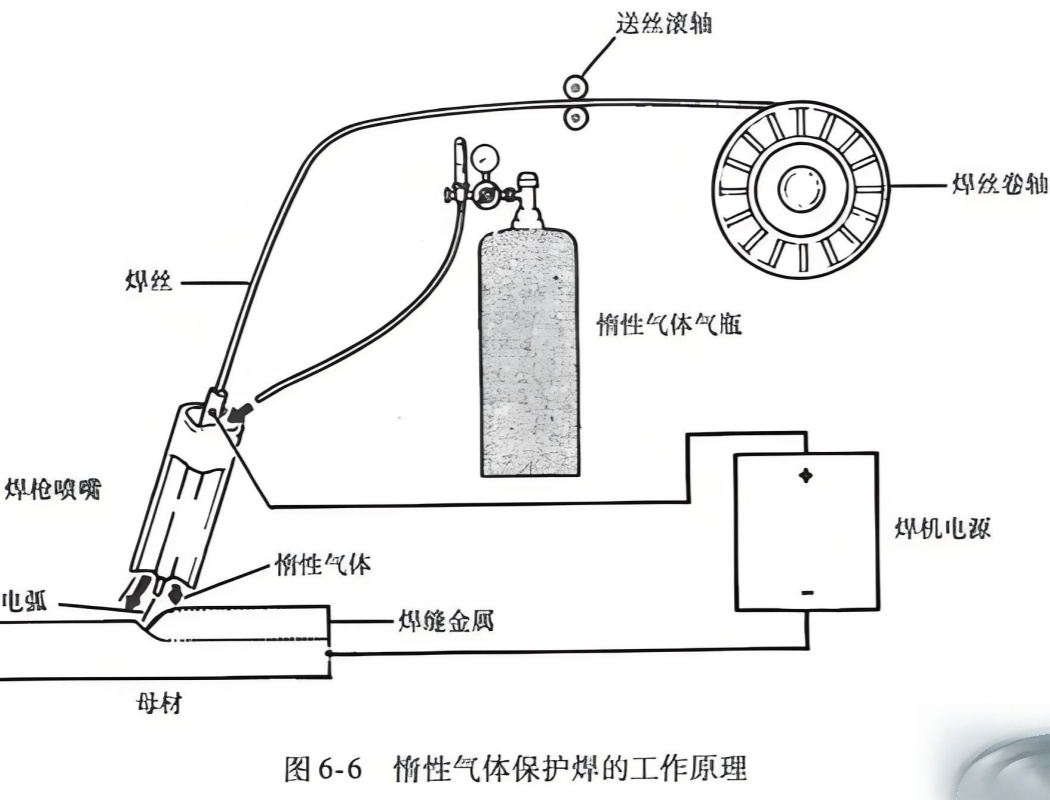
钨极惰性气体保护焊的工作原理
1.起弧:在钨极(接负极)和工件(接正极)之间施加高频高压或短路接触引燃电弧。
2.形成熔池:电弧产生极高的温度(可达6000℃以上),将工件的焊接区域迅速熔化,形成一个液态的熔池。
3.气体保护:从焊枪喷嘴中持续喷出的惰性气体,均匀地覆盖在电弧、熔池和已经凝固但尚处于高温的焊缝上,将其与空气中的氧气、氮气等有害气体隔离开,防止金属氧化和氮化,保证焊缝的纯净度和力学性能。
4.填充金属:如果需要填充金属(例如焊接厚板或需要补强焊缝),焊工会用另一只手将填充焊丝送入熔池的前沿,焊丝被电弧熔化后与母材熔合。
5.冷却结晶:随着电弧的移动,熔池后方的液态金属逐渐冷却、结晶,最终形成一条连续、致密的焊缝。
钨极惰性气体保护焊的设备主要包括以下几个部分:
1.焊接电源:提供焊接所需的能量。TIG焊通常使用直流电源或交流电源。
2.直流正接:钨极接负极,工件接正极。这是最常用的接法,电弧稳定,钨极承载电流能力强,熔深大。适用于焊接绝大多数金属,如碳钢、不锈钢、铜、钛等。
3.焊枪:是焊工手持的工具,内部装有:钨极:核心部件,作为电极,要求有高熔点(3422℃)、高导电性。常用的有纯钨、铈钨、镧钨、锆钨和钍钨(因放射性已逐渐被淘汰)。
4.喷嘴:由陶瓷或金属制成,用于引导保护气体,使其均匀地覆盖焊接区域。
5.电极夹:用于夹持和固定钨极。
6.供气系统:气瓶:储存惰性气体,最常用的是氩气,因为它电弧稳定、成本低。氦气或氩氦混合气用于需要更高热量输入的场合(如焊接厚钛板或铝板)。

7.减压阀/流量计:将气瓶内的高压气体降低到工作压力,并精确控制气体的流量(通常为8-15 L/min)。
8.冷却系统:气冷:依靠自然空气流动冷却焊枪,适用于低电流(一般低于150A)的间歇性焊接。
9.水冷:通过循环冷却水(通常是去离子水)来冷却焊枪,适用于高电流、长时间连续焊接的场合,能保证焊枪不过热。
钨极惰性气体保护焊广泛应用于对焊缝质量要求极高的行业:
1.航空航天:宇航钛产品飞机发动机部件、机身结构件、火箭燃料储罐等关键部件的焊接。
2.钛及钛合金压力容器与管道:核电站管道、化工设备、食品制药级管道、锅炉等要求“零泄漏”的场合,常用于打底焊。
3.食品与制药工业:对焊缝表面光洁度和耐腐蚀性有极高要求的罐体、管道和设备。
4.钛锭制备过程中电极块的焊接。

钨极惰性气体保护焊的注意事项
1.钨材料属于难溶材料,在工作中一定要做好管控,防止在电极焊接中造成难溶夹杂。
2.电弧辐射防护:必须佩戴变光焊接面罩,防止强烈的紫外线和红外线灼伤眼睛和皮肤(电光性眼炎、皮肤脱皮)。穿戴长袖阻燃焊接服、皮手套和劳保鞋。
3.电气安全:检查设备接地是否良好,避免在潮湿环境下操作,防止触电。
4.有害气体防护:在通风不良的空间(如密闭容器内)焊接时,惰性气体会置换空气,可能导致窒息。必须使用局部抽风装置或佩戴供气式呼吸器。

钨极惰性气体保护焊是一种高质量、高精度、高要求的焊接方法。它被誉为“焊接艺术”,是焊工技能的终极考验之一,也是钛及钛合金行业不可或缺的关键连接技术。
