中开多级泵发生汽蚀损坏时,需要系统性地进行诊断、修复和预防。以下是详细的处理步骤和建议。

一、 立即采取的措施
1、停机检查
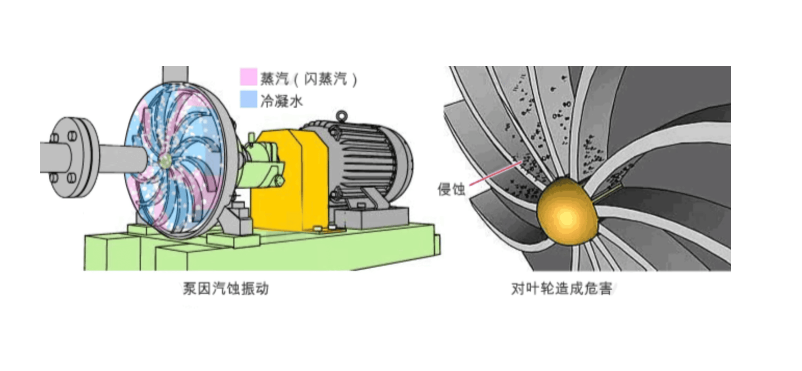
发现汽蚀迹象(如异常振动、噪音、性能下降)后立即停机,避免损坏扩大。
记录运行参数(流量、压力、电流、温度等),作为分析依据。
2、初步诊断
检查泵出口压力是否波动或下降。
听泵内是否有“爆裂”声(汽泡破裂的典型声音)。
观察流量是否低于设计值。
二、 拆解检查与损坏评估
1、拆解泵体
重点检查首级叶轮、导叶、泵壳等过流部件。
汽蚀典型特征:蜂窝状或海绵状蚀坑,多见于叶轮进口边缘、叶片工作面。
2、损坏程度评估
轻度汽蚀:表面粗糙,少量蚀坑 → 可修复后使用。
重度汽蚀:叶片穿孔、结构变形 → 需更换部件。
三、 修复或更换部件
1、修复方案
补焊修复:
使用不锈钢焊条(如Cr-Ni合金)补焊蚀坑,打磨恢复原形。
适用于局部损坏,需控制焊接温度避免变形。
环氧树脂涂层:
对轻度汽蚀表面涂覆抗汽蚀涂层(如聚氨酯、陶瓷环氧树脂)。
激光熔覆:
对关键部件进行表面强化,提升抗汽蚀性。
2、更换部件
若叶轮或导叶损坏严重,直接更换新件。
建议选择抗汽蚀材料:
不锈钢(如304、316)、双相钢、硬化不锈钢等。
确保新部件符合原设计参数(进口角、直径等)。
四、 排查并消除汽蚀原因
汽蚀根本原因是泵内局部压力低于液体饱和蒸汽压,需从系统和运行角度解决:
1、提高进口压力
增大进口管道直径,减少摩擦损失。
清洗进口过滤器,防止堵塞。
提高液位:确保吸入罐液位足够(如增加1~2m安全余量)。
降低泵安装高度:减小吸上高度。
2、优化运行条件
避免低流量运行:流量过低会导致回流和局部汽蚀。
安装最小流量回路或自动再循环阀。
控制介质温度:高温液体会降低汽化压力,加剧汽蚀风险。
监控NPSH(净正吸入压头):
确保NPSH可用 ≥ 1.3 × NPSH必需(安全裕量)。
3、系统设计改进
增加诱导轮:提高进口压力,尤其适用于高转速泵。
改用双吸叶轮:降低进口流速,减少汽蚀风险。
增设增压泵:在主流泵前增加低速增压泵。